Hogar
HogarMáquina de laminación en frío de tubos de acero sin costura completamente automática
Máquina de fabricación de tubos sin soldadura

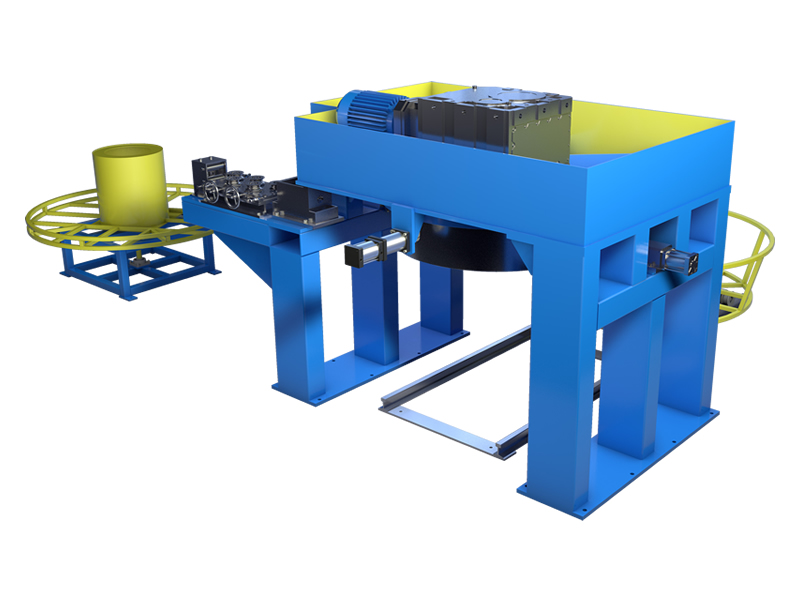
Fabricación de maquinaria y equipos de tubos sin costura negros y no ferrosos, los principales productos son: máquina de tubos de laminación en frío, puncher, enderezador y productos auxiliares de producción de tubos. LD15X2, LG-30-H, LG-30-HL(L representa el balanceo continuo), LD30, LD45, LG-50-H, LG-50-HL, LD60, LGK60-H, LG-60-H(I), LG-60-H(II), LG-60-H(III), LG60Y-H, LD80, LG-90-H, LG-90-HL, LG-120-H, LD120, LD170, 45-90 grupos puncher y otros productos se pueden personalizar para producir diferentes especificaciones, tamaños, materiales, Etc. según necesidades del cliente.Composición y características de la máquina de tubo de laminación en frío de alta velocidad completamente automática:
El molino de tubo en frío de alta velocidad completamente automático consiste en el mecanismo de alimentación, dispositivo de la barra de la base, dispositivo delantero y trasero de la tirada de la barra de la base, cuerpo intermedio de la cama, cuerpo de la cama de alimentación, caja baja de la máquina, dispositivo de transmisión principal, descargando el mecanismo, sistema de enfriamiento, sistema del control automático, etc. Mecanismo de alimentación para lograr el apilamiento, para invertir el material, a través del Chuck delantero, empujar el tubo de pelo roto al cuerpo de la cama media, el Chuck delantero y trasero trabajan alternativamente, el cuerpo de la cama media que alimenta a la alimentación del cuerpo de la cama; Enviar alimentación doble del cuerpo de la cama al coche para trabajar alternativamente, Envíe el tubo en blanco al dispositivo del rollo de la caja baja para rodar; Después de que se termine el balanceo, el mecanismo de descarga sacará rápidamente el tubo acabado y invertirá el material al estante de recogida de valores. Del estante de apilamiento al control de calidad al estante de recogida, el tubo áspero se puede alimentar, alimentar, rodar y descargar automáticamente sin parar el ciclo.El sistema de control consta de gabinete de control principal, mesa de operaciones, actuador externo, componentes de detección, etc. La impulsión principal, dispositivo rotatorio de la alimentación adopta el motor servo completo del imán permanente del control de lazo cerrado para conducir. La consola está equipada con varios botones, amperímetro de voltaje y pantalla táctil, en la que se pueden ajustar varios parámetros y se puede mostrar información de alarma. Este sistema de control tiene funciones ricas de la diagnosis de falta, que diagnostican automáticamente la parada, la sobreintensidad de corriente, el apagón y otras faltas y dan una alarma. Control de secuencia de unidad y cadena de proceso: responsable de la operación de automatización de proceso de toda la unidad, incluido el control de arranque y parada de cada sistema, alimentación y giro, enclavamiento de enlace, selección del sistema de trabajo, etc., haciendo que el funcionamiento del sistema sea simple, fácil mantenimiento.1. Este equipo puede producir acero al carbono, acero para rodamientos, bebé desnudo súper especial, acero de baja aleación, acero inoxidable, aleación de circonio de aleación de titanio, aleación de niobio de tantalio, aleación de alta temperatura, aleación de níquel de cobre, aluminio de cobre y varios otros metales no ferrosos.2. Toda la máquina adopta el proceso de laminación optimizado existente, que es fácil de operar y conveniente de mantener. La impulsión principal adopta el motor servo del imán permanente, que es controlable, ahorro de energía y estable.3. Marco abierto y dispositivo de ajuste de rack Haga que el reemplazo del molde sea simple, conveniente y rápido.4. Generador de pulso de mano puede controlar el rack para detener en cualquier posición.5. La alimentación rotatoria adopta control de motor servo, y el control de la alta precisión ajusta la cantidad de alimentación y la cantidad rotatoria.6. Comparado con el tubo de estirado en frío, el laminado en frío elimina el estirado en frío intermedio, el corte, el decapado, el tratamiento térmico, el enderezado y otros procesos.7. Cada paso realiza la reducción grande del diámetro y la reducción grande de la pared, y tiene la función de la rectificación de la pared del tubo.8. El diámetro interior y exterior y el grosor de la pared pueden obtener requisitos de tolerancia extremadamente altos y requisitos de rugosidad de la superficie.
9. Puede obtener un rendimiento extremadamente alto y no habrá pérdida de material en el proceso.
Parámetros técnicos:
|
Número de serie |
Nombre del proyecto |
Unidad |
LG-10 -HLSG |
LG-15 -HLSG |
LG-20 -HLSG |
|
1 |
Diámetro exterior de la palanquilla del tubo |
Mm |
Φ12-Φ28 |
Φ16-Φ33.4 |
Φ19.-Φ42 |
|
2 |
Espesor de la palanquilla |
Mm |
1,2-3,5 |
1,5-3,5 |
1,5-4,5 |
|
3 |
Longitud del billete |
M (en inglés) |
2-5 |
2-6 |
2-6 |
|
4 |
Diámetro exterior del tubo acabado |
Mm |
Φ6-Φ16 |
Φ8-Φ19 |
Φ10-Φ25.4 |
|
5 |
Espesor de pared de la tubería terminada |
Mm |
0,5-3 |
0,8-3 |
0.9-3.5 |
|
6 |
Coeficiente de extensión |
|
≤ 4 |
≤ 4 |
≤ 5 |
|
7 |
Cantidad de alimentación |
Mm/Min. |
0,1-3,5 |
0,1-4 |
0,1-6 |
|
8 |
Ángulo de oscilación |
Grado |
24-72 (ajustable) |
24-72 (ajustable) |
24-72 (ajustable) |
|
9 |
Rollo de conducción círculo de paso de engranaje |
Mm |
M = 3 123/126/129 |
M = 4 Φ156/Φ152 |
M = 6 Φ186/192/198 |
|
10 |
Forma de pase de rollo |
|
Tipo del agujero del anillo |
Tipo del agujero del anillo |
Tipo del agujero del anillo |
|
11 |
Velocidad recíproca del marco |
Tiempos/min |
40-350 |
40-260 |
40-200 |
|
Número de serie |
Nombre del proyecto |
Unidad |
LG-30 -HLSG |
LG-45 -HLSG |
|
1 |
Diámetro exterior de la palanquilla del tubo |
Mm |
Φ25.-Φ52 |
Φ33-Φ63 |
|
2 |
Espesor de la palanquilla |
Mm |
1,5-6 |
1,5-7 |
|
3 |
Longitud del billete |
M (en inglés) |
2-6 |
2-6 |
|
4 |
Diámetro exterior del tubo acabado |
Mm |
Φ15-Φ32 |
Φ15-Φ42.4 |
|
5 |
Espesor de pared de la tubería terminada |
Mm |
0.9-5 |
1-6 |
|
6 |
Coeficiente de extensión |
|
≤ 4 |
≤ 4 |
|
7 |
Cantidad de alimentación |
Mm/Min. |
0,1-7 |
0,1-7 |
|
8 |
Ángulo de oscilación |
Grado |
24-72 (ajustable) |
24-72 (ajustable) |
|
9 |
Rollo de conducción círculo de paso de engranaje |
Mm |
M = 8 Φ232/Φ240 |
M = 8 240/248/256 |
|
10 |
Forma de pase de rollo |
|
Tipo del agujero del anillo |
Tipo del agujero del anillo |
|
11 |
Velocidad recíproca del marco |
Tiempos/min |
40-150 |
40-160
|
Productos relacionados